
油缸里都有哪些密封件?
2026-06-05在現代工業制造與工程機械領域,液壓傳動系統因其功率密度大、響應速度快等顯著優勢而得到廣泛應用。作為液壓系統的核心執行元件,液壓油缸的輸出動力與運動精度直接決定了整機設備的運行質量。然而,據行業統計,高達80%的液壓系統故障與油液污染或密封失效直接相關。
液壓油缸密封件雖屬于基礎件,卻承載著維持系統壓力、隔離腔體及阻斷外部污染的關鍵職責。本文將從系統布局、材料特性、失效機理及技術維護四個維度,對液壓油缸密封系統進行深度解析。
01 油缸密封件的種類與功能分工
高效的液壓油缸密封表現,并非依賴單一密封元件,而是由多種專業化密封件構成的復合密封系統。從油缸外部至內部高壓區,各元件嚴格遵循著不同的功能定位:
1. 防塵圈(Dust Seal)
安裝位置:位于導向套最外側,直接面向外部大氣環境。
技術職能:隨活塞桿的往復運動,刮除粘附在其表面的泥沙、粉塵、雨水及冰霜,阻斷外部固體顆粒進入導向套及密封區域,是保護內部密封系統的第一道機械屏障。
2. 軸用主密封 / 緩沖環(Buffer Ring)
安裝位置:位于導向套內側,靠近油缸內部高壓側。
技術職能:作為抵御系統高壓的第一道流體屏障,其核心作用是緩沖和削減液壓系統運行中產生的脈沖壓力與瞬時峰值沖擊(沖擊壓力有時可達額定壓力的2 -3倍)。通過分壓作用,保護后續的主密封圈免受高壓擠出破壞。
3. 軸用副密封 / 桿密封(Rod Seal)
安裝位置:位于緩沖環與防塵圈之間。
技術職能:該元件為動密封的核心,專用于封堵活塞桿往復運動時的動高壓流體。其設計需滿足微量潤滑與動態零泄漏的平衡——即在活塞桿外伸時允許形成微米級油膜以避免干摩擦,回程時實現流體動力學回吸,確保外部無油液滲漏。
4. 導向帶 / 耐磨環(Wear Ring)
安裝位置:分布于活塞外圓及導向套內孔。
技術職能:該元件不具備密封功能,但起到了至關重要的支撐與減磨作用。它負責承載油缸所受的徑向側向載荷,防止活塞或活塞桿與金屬缸體發生直接接觸,維持系統同軸度,從而確保密封件能夠承受均勻的徑向變形。
5. 孔用密封 / 活塞密封(Piston Seal)
安裝位置:位于活塞的標準密封槽內。
技術功能:屬于雙向動密封,用于絕對隔離油缸的無桿腔與有桿腔。必須確保兩腔在極端壓差下不發生兩腔互通(內漏),是保證油缸保壓、精確定位以及防止設備出現“溜坡”、“掉臂”的核心屏障。
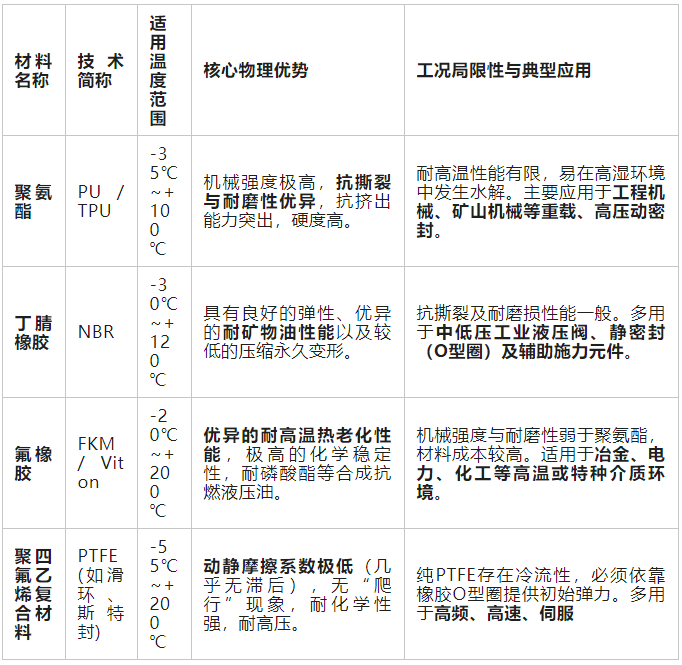
02 密封材料的物理特性與工況適配
密封材料的化學結構與物理性能直接決定了其耐壓、耐溫及抗介質侵蝕的能力。針對不同工況,需嚴格匹配相應的材料:
03 密封失效
當液壓油缸發生泄漏或丟壓時,通過對失效密封件的微觀形貌進行分析,可準確推斷出系統的潛在運行隱患:
1. 間隙剪切擠出(“啃邊”現象)
微觀形貌:密封件根部(背壓側)出現斷續的撕裂、掉渣或明顯的呈直角狀的剪切破壞。
失效機理:系統在運行中承受了持續的超壓或劇烈的壓力脈沖,導致密封槽配對的金屬間隙(配合公差)在壓力作用下增大。高分子密封材料在高壓下發生流變,被強行擠入間隙內,并在往復運動中被剪切。
2. 熱降解與硬化(熱老化)
微觀形貌:密封材料整體硬度異常升高、喪失彈性,表面出現微細的網狀開裂,材質變脆。
失效機理:液壓油工作溫度長期維持在過高區間(超過80℃),或因局部配合過緊引發了干摩擦,熱能加速了聚合物材料的交聯或降解反應,導致材料物理性能徹底失效。
3. 磨粒磨損與縱向劃傷
微觀形貌:密封件的動態工作唇口出現明顯的軸向縱向溝槽,或唇口局部被均勻磨平、磨尖。
失效機理:系統的油液清潔度嚴重超標。固體污染顆粒(如金屬微粒、外來砂塵)滯留在密封唇口,在隨后的高頻往復運動中充當磨料,對密封界面實施微量切削。
4. 機械性安裝損傷(裝配切口)
微觀形貌:新裝配的油缸在初始試壓或運行初期即發生泄漏,拆解后可見唇口處有平整、規則的切口、剝落或劃傷。
失效機理:裝配工藝不當。在未配置專用引導工裝的情況下強行組裝,導致密封件唇口在通過缸口螺紋、未倒角的工藝孔或尖銳的金屬邊緣時被直接割傷。
04 密封系統的維護
為確保證液壓油缸在服役周期內的可靠性,必須落實科學、規范的技術維護:
嚴格控制油液清潔度(NAS/ISO標準):落實周期性的油品檢測與濾芯更換。實踐表明,保持液壓油清潔度符合ISO 4406(或NAS 1638)相關標準,能直接延長密封件50% -100%的物理壽命。
監控并優化熱平衡系統:將液壓系統的連續工作工作油溫控制在30℃-60℃的黃金區間。一旦油溫異常超過80℃,須即刻停機排查冷卻系統,阻斷熱降解風險。
推行標準化裝配工藝:更換密封件時,嚴禁使用非專業工具有力硬撬。必須采用專用的卡鉗和過渡引導工裝,且裝配前需在密封件及金屬滑動面涂抹潔凈的同品種液壓油以作潤滑。
規范科學倉儲管理:橡膠及聚氨酯制品具備特定的自然時效周期。密封件庫存應放置在無日光直射、干燥、溫度控制在5℃-25℃的避光環境中。嚴禁使用繩索或金屬絲穿掛唇口,避免產生永久性的幾何變形。
來源:液壓說
(版權歸原作者或機構所有)